
Revolutionising the Automotive Industry Since 2014
Founded in 2014 by Mr. Rajkumar Sahoo, Cleanfuel Technology Pvt. Ltd. delivers reliable, compliant and easy-to-deploy automotive solutions across alternative fuel systems, GPS tracking and safety devices. Backed by rigorous QA and certified processes, we help fleets operate safer, cleaner and more efficiently.
- 10+ years serving the automotive & fleet ecosystem
- Govt. licensed for periodic examination/testing of CNG cylinders (Type 1–4)
- 40k+ CNG cylinder tests | 10k+ petrol-to-CNG conversions
- 100k+ vehicle tracking devices deployed (AIS-140/IRNSS compliant)
- 50k+ fare meters & speed limitation devices installed
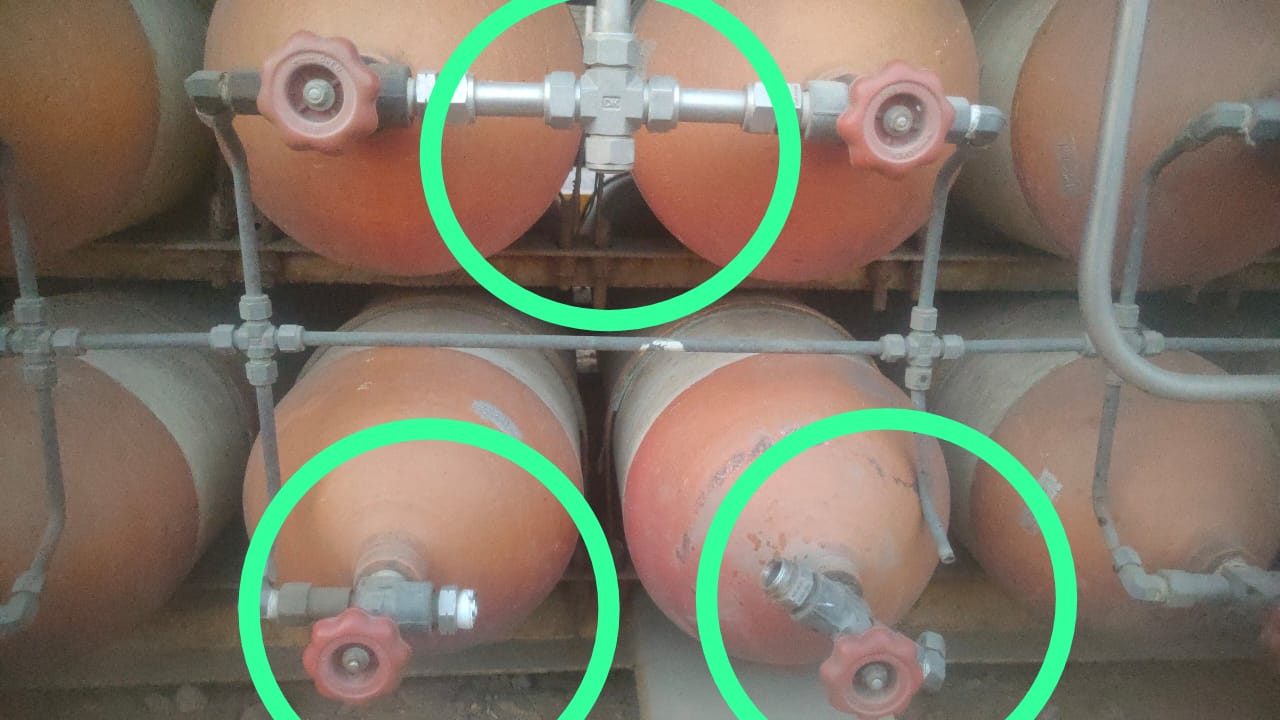
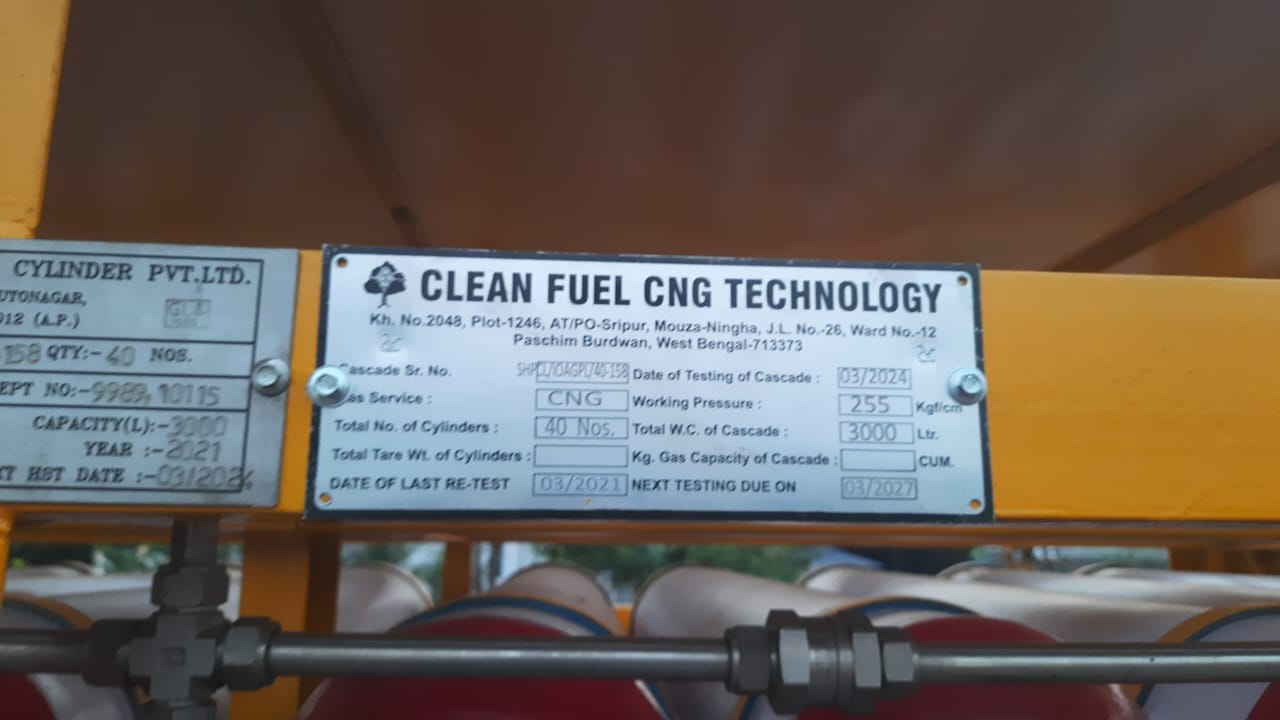
- Design & fabrication of CNG cascades with hydro/ultrasonic QA
- Certified Quality: ISO 9001:2015 & ISO/TS 16949
Visual Inspection
Cylinders are inspected manually on a stool, considering permissible limits as per IS-13224 for bulge, burn, dent, dig cut, pitting, line corrosion, and general corrosion. Defective cylinders are rejected, marked with white paint, and segregated for disposal.

Washing
Cylinders are fitted with plastic caps and dipped in a caustic soda solution tank. Using rubber gloves and brushes, surface cleaning is done, followed by fresh water washing in multiple tanks. After this, cylinders move to the internal cleaning stage.

Internal Cleaning
Cylinders are filled with 4–5 liters of water and cleaned with brushes and scrubbing tools. The process may be repeated up to 5 times until clean water appears. Waste is drained to authorized treatment. Internal brushing ensures removal of rust, oil, and foreign particles.
Tare Weight Checking
Cylinders are weighed. If the weight decreases by more than 5% of the original tare weight, they are declared unserviceable. Acceptable deviations (not due to corrosion) are marked for further processing.
Hydrostatic Stretch Test
Cylinders are filled with water, valves fitted tightly, and subjected to hydro pressure testing using HP pumps. Cylinders are observed for leaks or bulges. Any cylinder failing the test is rejected and marked with white paint. Passed cylinders proceed to ultrasonic and further NDT.

Ultrasonic Flaw Detection
Each cylinder is scanned by ultrasonic flaw detectors to identify cracks, laminations, and internal defects invisible to the naked eye. Only defect-free cylinders move forward.

Hot Air Drying
After hydro test, cylinders are inverted and hot air is blown to remove all traces of water. This ensures a completely dry internal surface, ready for valve fitting.

Valve Testing & Tightening
Valves are inspected for defects like pin leakage or seal deformation. Defective valves are discarded. Approved valves are tightened with calibrated torque wrenches (14±1.5 kgf.m).

Painting of Cylinders
Cylinders are painted in two stages: first coat of red oxide primer, followed by a coat of synthetic enamel paint. Valves are masked to prevent damage during painting. Each cylinder is hung and dried in a booth.
Validation & Dispatch
Final tare weight is checked again. Markings and validation proofs are recorded with photos of serial numbers and neck stamping. Cylinders are then loaded in triple stacks for dispatch to customers.
